Về các dòng máy hàn điện tử hiện nay có rất nhiều loại máy với các chức năng khác nhau, về cơ bản nguyên lý làm việc là giống nhau đều là kết nối vật liệu tạo thành mối hàn chung.Ở các bài trước chúng tôi có giới thiệu đến các bạn về máy hàn tig, cấu tạo và cách sử dụng lắp đặt. Hôm nay chúng tôi sẽ giới thiệu đến các bạn nguyên lý hoạt động của loại máy hàn này.
Máy hàn tig là máy hàn điện tử được sử dụng trong sản xuất cơ khí công nghiệp. Máy hàn tig làm việc trong môi trường khí trơ, mối hàn được khí trơ bảo vệ tránh khỏi sự xâm nhập của không khí bên ngoài.
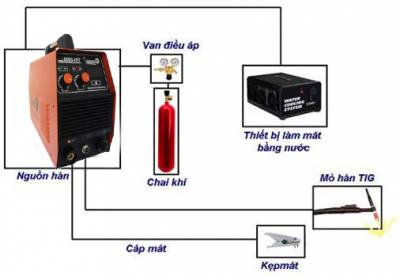
1. Sơ đồ làm việc của máy hàn tig
Máy hàn tig là máy hàn điện tử được sử dụng trong sản xuất cơ khí công nghiệp. Máy hàn tig làm việc trong môi trường khí trơ, mối hàn được khí trơ bảo vệ tránh khỏi sự xâm nhập của không khí bên ngoài.
1. Sơ đồ làm việc của máy hàn tig

Kết nối các thiết bị hàn, phụ kiện hàn theo sơ đồ trên.
Kết nối với kẹp mát qua cáp mát
Kết nối với mỏ hàn qua dây hàn
Kết nối các bộ phận chai khí và van điều áp
Kết nối với nguồn điện hàn
2. Nguyên lý hoạt động
Kết nối với kẹp mát qua cáp mát
Kết nối với mỏ hàn qua dây hàn
Kết nối các bộ phận chai khí và van điều áp
Kết nối với nguồn điện hàn
2. Nguyên lý hoạt động

Trong hàn tig kim loại được hợp nhất với nhau bằng cách nung nóng chúng bằng một dòng điện được thiết lập giữa điện cực vonfram và phôi. Một kim loại phụ có thể không được sử dụng tùy thuộc vào kích thước mối hàn. Các kim loại nóng chảy, điện cực vonfram và vùng hàn được bảo vệ khỏi bầu khí quyển (không khí xung quanh nó) bằng một dòng khí trơ qua mỏ hàn. Các mối hàn kết quả có tính toàn vẹn hóa học giống như kim loại cơ bản ban đầu.
Máy hàn TIG được sử dụng để có thể được thực hiện ở bất kỳ vị trí hàn và trong chế độ bằng tay, bán tự động và tự động; các phương pháp được sử dụng phụ thuộc vào các trang thiết bị và ứng dụng.
Các khí trơ thường argon, heli, hoặc hỗn hợp helium và argon.
3. Hiệu chỉnh thông số máy hàn tig
Máy hàn TIG được sử dụng để có thể được thực hiện ở bất kỳ vị trí hàn và trong chế độ bằng tay, bán tự động và tự động; các phương pháp được sử dụng phụ thuộc vào các trang thiết bị và ứng dụng.
Các khí trơ thường argon, heli, hoặc hỗn hợp helium và argon.
3. Hiệu chỉnh thông số máy hàn tig

a. Hiệu chỉnh dòng hàn:
Theo tốc độ hàn thực nghiệm cho thấy chọn thông số hàn tốt nhất là 1A cho 0.0001 in bề dày, tức là vào khoảng 40A/mm ứng với tốc độ 250mm/phút. Khi hàn thủ công thì rất khó để hàn với tốc độ đó, do đó ta phải giảm dòng tương ứng, vào khoảng 16A/mm bề dày với tốc độ hàn 100mm/phút.
b. Hiệu chỉnh tốc độ hàn:
Tốc độ hàn thường vào khoảng 100-250mm/phút
c. Hiệu chỉnh dòng hồ quang:
– Chiều dài hồ quang được tính từ điện cực đến bề mặt vùng chảy
– Theo quy tắc hàn ta chọn chiều dài hồ quang cỡ khoảng 0,5 – 3 mm và thường tùy thuộc vào vật liệu hàn. Ví dụ:
– Khi hàn tôn mỏng dưới 1mm thì điều chỉnh dòng hồ quang khoảng 0.6mm và do vậy không dùng que đắp
– Khi hàn tôn dày (nhỏ hơn hơn 4mm) hoặc hàn ngấu thì chiều dài dòng hồ quang vào khoảng 2mm
Theo tốc độ hàn thực nghiệm cho thấy chọn thông số hàn tốt nhất là 1A cho 0.0001 in bề dày, tức là vào khoảng 40A/mm ứng với tốc độ 250mm/phút. Khi hàn thủ công thì rất khó để hàn với tốc độ đó, do đó ta phải giảm dòng tương ứng, vào khoảng 16A/mm bề dày với tốc độ hàn 100mm/phút.
b. Hiệu chỉnh tốc độ hàn:
Tốc độ hàn thường vào khoảng 100-250mm/phút
c. Hiệu chỉnh dòng hồ quang:
– Chiều dài hồ quang được tính từ điện cực đến bề mặt vùng chảy
– Theo quy tắc hàn ta chọn chiều dài hồ quang cỡ khoảng 0,5 – 3 mm và thường tùy thuộc vào vật liệu hàn. Ví dụ:
– Khi hàn tôn mỏng dưới 1mm thì điều chỉnh dòng hồ quang khoảng 0.6mm và do vậy không dùng que đắp
– Khi hàn tôn dày (nhỏ hơn hơn 4mm) hoặc hàn ngấu thì chiều dài dòng hồ quang vào khoảng 2mm


Add Comment