Plasma nhanh chóng trở thành công nghệ cắt được lựa chọn rộng rãi trên thế giới. Một người sử dụng cắt oxyfuel có kinh nghiệm có thể có được kết quả cắt tốt với các ứng dụng nào đó , ví dụ như cắt thép cácbon thấp rất dầy. Tuy nhiên, với tốc độ cắt nhanh, chất lượng cắt cực cao, và có khả năng cắt nhiều loại vật liệu, plasma là lựa chọn lý tưởng cho nhiều ứng dụng cắt kim loại.
Cắt bằng plasma với thiết bị cắt của Hypertherm có những ưu thế hơn hẳn so với cắt bằng ôxy-gas như sau:
Chất lượng cắt tốt hơn
Năng suất cắt cao hơn
Chi phí cắt trên mỗi chi tiết cắt thấp hơn
Lợi nhuận cao hơn
Dễ sử dụng hơn
Tính linh hoạt cao hơn
Sử dụng an toàn hơn
Chất lượng cắt tốt hơn
Xỉ, vùng ảnh hưởng nhiệt và góc cắt là các yếu tố chính đánh giá chất lượng cắt. Với vết cắt plasma, hầu như không có xỉ và vùng ảnh hưởng nhiệt rất nhỏ so với cắt bằng ôxy.
Quá trình plasma sử dụng nhiệt độ cao và khí nén áp lực lớn để làm tan chảy kim loại và thổi vật liệu nóng chảy ra từ mạch cắt. Cắt bằng ngọn lửa oxy tạo ra một phản ứng hóa học giữa oxy và thép, tạo xỉ oxit sắt hoặc vảy sắt. Do sự khác biệt trong quá trình này, xỉ sắt hình thành trong quá trình cắt plasma ít hơn, và xỉ này ít bám dính hơn do đó dễ dàng loại bỏ.
Hình dưới đây cho thấy mạch cắt không có xỉ (chi tiết dày 50mm) khi sử dụng máy cắt HyPerformance HPR400XD.
Xỉ cắt
Quá trình plasma sử dụng nhiệt độ cao và khí nén áp lực lớn để làm tan chảy kim loại và thổi vật liệu nóng chảy ra từ mạch cắt. Cắt bằng ngọn lửa Oxy tạo ra một phản ứng hóa học giữa oxy và thép, tạo xỉ oxit sắt hoặc vảy sắt. Do sự khác biệt trong quá trình này, xỉ sắt hình thành trong quá trình cắt plasma ít hơn, và xỉ này ít bám dính hơn do đó dễ dàng loại bỏ.
Mẫu cắt dầy 30mm bằng máy cắt tay Powermax, mặt cắt khá phẳng và không có xỉ
Mẫu cắt dầy 30mm bằng mỏ cắt tay ôxy-gas, mặt cắt thô ráp hơn và có xỉ
Vùng ảnh hưởng nhiệt
Một trong các mối quan tâm khi cắt kim loại là kích thước vùng ảnh hưởng nhiệt. Nhiệt độ cao làm thay đổi cấu trúc kim loại, làm biến dạng chi tiết do nhiệt. Với quy trình cắt nào cũng vậy, khi mỏ cắt di chuyển nhanh hơn thì vùng ảnh hưởng nhiệt nhỏ hơn. Vì vậy, tốc độ cắt plasma nhanh hơn tạo nên vùng ảnh hưởng nhiệt nhỏ hơn, do đó cần ít thời gian hơn cho việc xử lý sau khi cắt.
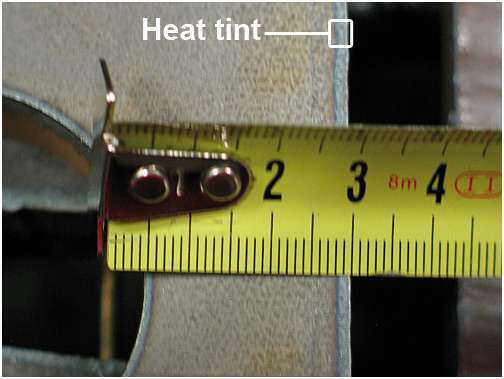
Các màu nóng cũng có thể là một mối quan tâm đối với một số người sử dụng cắt oxyfuel. Không giống như vùng ảnh hưởng nhiệt (Haz) không thể nhìn thấy được, nhiệt độ màu chỉ ra một sự đổi màu của kim loại. Thêm nữa, tốc độ cắt plasma nhanh hơn tạo nên một khu vực màu nhiệt nhỏ hơn. Những hình ảnh này cho thấy sự khác biệt giữa hai mẫu cắt vật liệu thép cacbon giống hệt nhau – một cắt bằng plasma và mẫu khác với oxyfuel. Cắt ôxyfuel với tốc độ chậm hơn tạo nên khu vực màu nhiệt lớn hơn 5 lần so với kích thước của màu nhiệt trên mảnh cắt với plasma.
Màu nhiệt chỉ là 2mm khi cắt bằng plasma
Màu nhiệt lớn hơn 10mm khi cắt bằng oxy-gas
NĂNG SUẤT CẮT CAO HƠN
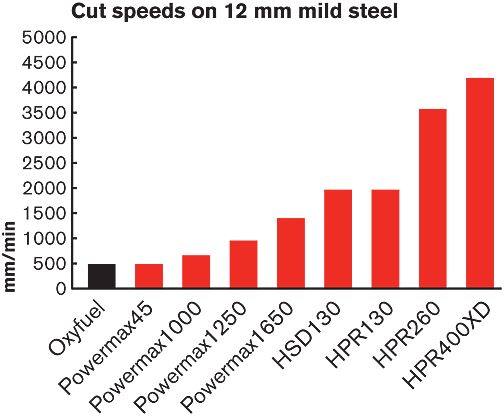
Với khả năng đục lỗ và cắt nhanh hơn đến 8,5 lần so với cắt oxyfuel, plasma cho phép tăng năng suất cắt đáng kể. Bảng dưới đây so sánh tốc độ cắt giữa các dòng máy cắt của Hypertherm HySpeed, HyPerformance, và Powermax cho thép cacbon thấp có chiều dầy 12 mm. Có thể thấy, ở chiều dầy cắt này, Hypertherm có một dải thiết bị có tốc độ cắt từ nhanh hơn một chút so với cắt ôxy đến cắt nhanh hơn 8,5 lần
Tốc độ cắt với thép cacbon dầy 12mm
CHI PHÍ CẮT CHO MỘT CHI TIẾT THẤP HƠN
Khi xem xét về vấn đề chi phí cắt, điều quan trọng là hiểu sự khác biệt giữa chi phí sản xuất và chi phí sản xuất cho mỗi chi tiết hoặc trên mỗi mét cắt.
Vì vậy, làm thế nào để bạn xác định được chi phí thực tế khi cắt một chi tiết? Chi phí sản xuất trên mỗi mét cắt là là chi phí của mọi yếu tố cần thiết để cắt trong 1 giờ chia cho tổng số mét có thể cắt trong 1 giờ. Các chi phí cắt bao gồm vật liệu tiêu hao, điện, khí, nhân công và chi phí khác.
Tổng số mét cắt trong 1 giờ được xác định bằng tốc độ cắt như biểu đồ ở phần “ Năng suất cao hơn” ở trên
Chi phí cắt cho mỗi chi tiết theo đó là tổng chiều dài cắt làm nên chi tiết đó nhân với chi phí mỗi mét cắt.
Chi phí sản xuất /1mét x chiều dài cắt của chi tiết = Chi phí cắt/chi tiết
Dưới đây là tính toán cơ sở để xác định chi phí cắt một chi tiết hình vuông có cạnh dài 3 feet (0,9m) hoặc tính ra chiều dài cắt là 12 feet (3,66 m), vật liệu thép cacbon có chiều dầy 12 mm, sử dụng hệ thống cắt plasma HPR260 của Hypertherm và mỏ cắt ôxy-gas
HPR260
Plasma
Oxyfuel
Chi phí sản xuất trong 1 h
$44.65
$33.80
Số mét cắt trong 1h dựa
trên tốc độ cắt
221 m
30.5 m
Chi phí cho mỗi mét cắt
$0.20
$1.11
Chi phí cắt cho một chi
tiết (3.66 meter)
$0.72
$4.08
Plasma có chi phí cắt một chi tiết thấp hơn nhiều bởi vì tốc độ cắt nhanh hơn cho phép tăng số chi tiết hoàn thiện trong một thời gian nhất định.
Với máy cắt tay, chi phí cho một công việc hoặc một thao tác có thể là một cách tốt hơn để đánh giá tiết kiệm. Chi phí sản xuất trong một giờ nhân với độ dài thời gian cần để hoàn thành công việc bằng chi phí của công việc đó. Với cắt bằng ôxy-gas, cần lưu ý là bao gồm thời gian gia nhiệt và các thao tác phụ trong thời gian đòi hỏi
LỢI NHUẬN CAO HƠN
Chi phí cắt plasma trên mỗi chi tiết thấp hơn tác động trực tiếp lên lợi nhuận. Bạn tiết kiệm được tiền trên mỗi chi tiết cắt, tăng lãi ròng theo từng sản phẩm. Và khi số lượng sản phẩm cắt trong mỗi giờ tăng, dĩ nhiên là tăng tổng số lợi nhuận thêm nữa.
Như đã đề cập ở phần trước, cắt bằng plasma có chi phí là $0.72/mỗi chi tiết so với $4.08 khi cắt bằng oxy-gas. Như vậy sẽ giảm được $3.36 trên mỗi chi tiết cắt.
Khi sản xuất với số lượng lớn hơn chi tiết trong 1h, sử dụng quy trình cắt plasma làm tăng lợi nhuận tiềm năng. Dựa trên tốc độ cắt, với thiết bị HPR260 có thể cắt được khoảng 52 chi tiết hình vuông cạnh 0,9 mét trong một giờ với độ dầy tấm là 12 mm, hơn rất nhiều lần số chi tiết mà cắt bằng ôxy-gas có thể thực hiện. Điều này làm tăng sản lượng cắt, qua đó tạo ra tiềm năng cho lợi nhuận tăng thêm.
Để thực sự hoàn thành bức tranh so sánh chi phí, bạn cũng sẽ muốn xem xét các chi phí mà các hoạt động phụ thêm vào chi tiết. Chi phí cho các hoạt động phụ thường bao gồm chi phí lao động, do vậy số tiền chi tiêu nhân tỷ lệ lao động sẽ thể hiện các khoản tiết kiệm.
DỄ SỬ DỤNG HƠN
Thiết lập và duy trì chế độ ngon lửa ôxy-gas là kỹ năng cần có thời gian và thực hành để làm chủ quá trình cắt ôxy. Với máy cắt plasma, đơn giản chỉ cần chạy máy nén khí, và điều chỉnh dòng cắt.
Nếu sử dụng máy cắt plasma được tự động hóa với hệ thống điều khiển CNC và bảng điều chỉnh khí tự động, tất cả các thông số được cài đặt cho người sử dụng. Không cần phải điều chỉnh khí bằng tay nữa.
Nói chung sử dụng máy cắt plasma đơn giản và thuận tiện hơn nhiều so với cắt bằng mỏ ôxy-gas
TÍNH LINH HOẠT CAO HƠN
Plasma có thể cắt bất kỳ vật liệu dẫn điện nào bao gồm thép cácbon, thép không gỉ, nhôm, đồng,… Trái lại, cắt ôxy thực hiện được bởi phản ứng hóa học giữa ôxy và sắt ở thép cacbon, do đó chỉ có thể được sử dụng để cắt thép cabon thấp.
Thêm nữa, máy cắt plasma có thể được dùng để đục lỗ, đánh dấu, cắt được kim loại gỉ hoặc kim loại được sơn phủ hoặc kim loại xếp chồng. Ngoài ra, plasma có thể vát mép hoặc cắt kim loại dạng lưới. Điều này rất khó thực hiện với mỏ ôxy-gas
SỬ DỤNG AN TOÀN HƠN
Oxyfuel là hỗn hợp khí oxy và khí đốt. Các loại khí đốt phổ biến nhất là acetylene, propane, MAPP , propylene và khí tự nhiên. Trong số đó, acetylene là phổ biến nhất vì nó tạo ra ngon lửa nóng hơn và thời gian đục thủng nhanh hơn các loại khí đốt khác.
Tuy nhiên, acetylene là một loại khí không ổn định và rất dễ bắt lửa, rất nhạy cảm với nhiệt độ và áp lực vượt quá (quá áp), cũng như nhạy cảm với tĩnh điện. Một vụ nổ axetylen có thể gây ra thiệt hại hàng ngàn đô la về tài sản và gây nguy hiểm nghiêm trọng cho bất cứ ai ở vị trí lân cận.
Các hệ thống plasma, hoạt động với khí nén, không sử dụng khí đốt dễ cháy. Một số hệ thống plasma khác sử dụng những loại khí khác nhau (gồm cả không khí), phổ biến nhất là ôxy và nitơ. Các loại khí này ổn định hơn acetylene và đòi hỏi xử lý đặc biệt ít hơn.
Mặc dù tất cả các phương pháp cắt nhiệt sinh ra khói và tiếng ồn, người ta có thể xử lý bằng cách sử dụng cắt plasma tự động với bàn cắt dưới nước, cho phép giảm khói và tiếng ồn đáng kể. Hầu hết các dạng cắt oxyfuel không thể sử dụng cắt dưới nước vì có thể tạo nên trạng thái dễ gây nổ..








Add Comment